鋳鉄は脆いですが、金属に関して言えば、それほど難しくはありません。そのため、そこに穴を開けることは、あなたが期待するほど難しくありません。さらに、ドリルビットについて過度に選択する必要はありません。金属を穴あけするためのビットは、鋳鉄を穴あけします。重要なのは、ビットが過熱して摩耗しないように時間をかけることです。
潤滑するかしないか
多くの機械工は、鋳鉄で穴を開ける際に潤滑油を使用しないよう助言していますが、この問題に完全には同意していません。鋳鉄は炭素含有量が高く、炭素は潤滑剤として機能するため、潤滑剤なしで鉄を掘削することはしばしば許容されます。潤滑剤はごちゃごちゃになり、ドリルの際に金属片がビットから脱落するのを防ぐことができます。一方、オイルや水ベースのクーラントなどの潤滑剤は、ドリルビットと金属を冷却し、ひび割れや過度のビット摩耗を防ぎます。 ボー**ttom Lineは次のとおりです。** 1つまたは2つの穴を開ける場合は、素材自体に頼ってビットを潤滑できますが、多くの穴を開ける場合は、おそらく数滴を塗ると長持ちしますそれぞれをドリルする前に、切削油またはスプレー潤滑剤を
ドリルビット
鋳鉄に穴を開けるためにビットを広く検索する必要はありませんが、すべてのビットが適切であるとは限りません。
使用しないもの
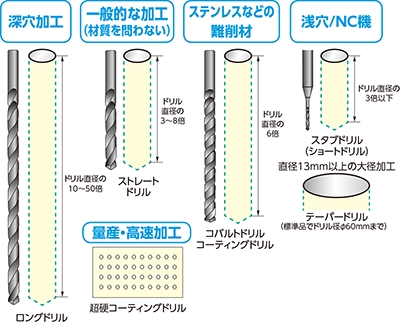
鋳鉄の穴あけに使用してはならない唯一のドリルビットは、木材または石工専用です。鋳鉄は、ブラッドポイントと木材のボーリングビットの幅広フルートを完全に破壊し、石工ビットはハンマードリルで使用するように設計されています。石工ビットの鈍い先端が鋳鉄に浸透するのに一日中かかります。スペードビット、Forstnerビット、およびオーガービットは、鋳鉄および一般的な金属には同様に不適切です。
使用するもの
鋳鉄に使用するのに最適なドリルビットは 135度のポイントアングルのコバルトビット。角度は、従来のビットよりも鋭角であるため、穴あけがより速く、より正確になります。コバルトビットは真鍮色です。別の方法として、次のものも使用できます。 金色の窒化チタンビット。実際、万能ビットを含む金属用の高速鋼ビットは、鋳鉄に適しています。ドリルプレスを使用する場合、 118度のポイント角 よりスムーズにドリルし、より少ない破片を作成します。
タップ -金属に適したタップは鋳鉄で動作しますが、鋳鉄専用に作られたタップを選択することをお勧めします。
ドリル速度
軟鋳鉄の推奨最大穴あけ速度は、毎分150フィート(SFM)です。この値は、次の式によって1分あたりのドリル回転数(RPM)に関連しています。
RPM = SFM x 3.82 /ドリルビット径
掘削している場合 1/2インチの穴、その後、最大ドリル速度は 1,146 rpm、ほとんどのポータブルドリルでは中程度です。硬質鋳鉄の場合、この速度を半分に減らします。冬に屋外で掘削する場合は、 300 rpm.